Нет. Это же обратно ступенчатым. Сварка снизу вверх, а стежки сверху вниз. Да и вообще подглядывать снизу горелки... особенно в нижней части шва) Это же тиг.
Отредактировано Тrag090 (Четверг, 22 декабря, 2016г. 20:01:10)
ПЕРИСКОП, форум сварщиков ⚓🚢 |
Привет, Гость! Войдите или зарегистрируйтесь.
Вы здесь » ПЕРИСКОП, форум сварщиков ⚓🚢 » Ручная аргоно-дуговая сварка, РАДС » РАДС DC: фото, видео обсуждения.
Нет. Это же обратно ступенчатым. Сварка снизу вверх, а стежки сверху вниз. Да и вообще подглядывать снизу горелки... особенно в нижней части шва) Это же тиг.
Отредактировано Тrag090 (Четверг, 22 декабря, 2016г. 20:01:10)

Знаю, что обычно стараются повернуть для максимального удобства. Нельзя?
Вообще вся система будет выглядеть так.
Где эта штуковина на вашей схеме? Просто интересно стало.
Знаю, что обычно стараются повернуть для максимального удобства. Нельзя?
Где эта штуковина на вашей схеме? Просто интересно стало.
Большой параллелепипед с перилами сверху - это оно.
Вертеть её пока не стоит, жесткости формы ещё нет.
Отредактировано Тrag090 (Четверг, 22 декабря, 2016г. 20:07:10)
В общем понятно. Зайду вечером или завтра и удалю нецензурную брань после визита ещё одного участника.
Зайду вечером или завтра и удалю нецензурную брань после визита ещё одного участника.

Вот такая штука будет. (верхний лист сделал прозрачным, чтобы было видно что внутри)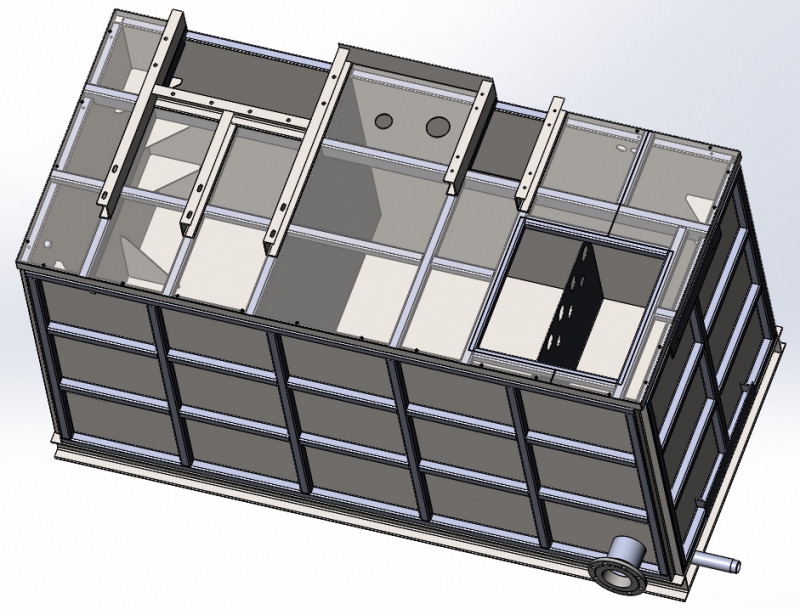
Отредактировано Тrag090 (Четверг, 22 декабря, 2016г. 20:29:37)

нецензурную брань
Не дождётесь.
Тrag090 Занятная штука. Делали когда-то похожие цистерны, только набор (рёбра жёсткости) был из малоуглеродистого полособульба и горловин/вварышей поболее. До РГК дело не дошло, но на мыло испытывали до 6-10 кгс/см. Внутренние монтажные швы варили сверху вниз, чтобы избежать перегрева/ снизить деформации, а также сократить места скопления бактерий.
p.s. Фото к сожалению нет, тогда тратить плёнку на такую фигню никто не стал бы.

Стенки 5 мм. Не удалось качественно проварить с наружного угла.
Не задумывались о сварке покрытым электродом? На мой взгляд, гораздо производительнее/рентабелбнее, получилось бы, или требования заказчика жёсткие?
📡🌏
Не задумывались о сварке покрытым электродом? На мой взгляд, гораздо производительнее/рентабелбнее, получилось бы, или требования заказчика жёсткие?
Варим и электродом. Косынки всякие, перегородки, обрешетку.
Уторный шов изнутри электродом ОК 6185 сварен.
Отредактировано Тrag090 (Пятница, 23 декабря, 2016г. 03:59:06)
Тrag090
Нашел шестёрку нерж. кусочки, электрод Ø2.5 ОК 61.30 Вертикал в два прохода, катет10. Обратная сторона провар.

горячая, в цвете
Если зачистка не напрягает-почему бы и нет?
п.с Если взять Ø3, то вполне за один поход можно сварить вашу пятёрку.
Отредактировано Mенгон (Пятница, 23 декабря, 2016г. 06:21:08)
📡🌏
Если взять Ø3, то вполне за один поход можно сварить вашу пятёрку.
Да понятно это.)
6130 не подходят, для стали 12х18н10т(аналог AISI 321),они без ниобия. Мы используем ОК 6185 с ниобием и основная обмазка. Угловые швы и уторный снаружи варили в аргоне присадкой ER-347(тоже с ниобием). На всё сертификаты. Заказчики - южнокорейцы Хундай инжиниринг. Проверять будут всё. Могут даже химанализ забубенить) Главное требование - стойкость к коррозии под действием хлорид-иона. Установка будет эксплуатироваться в местности где соляная пыль по воздуху летает. Её по идее надо было вообще из молибденки делать, но не нашлось нужного ассортимента, заменили на 321, но без права на ошибку с материалами и режимами. Потому и холодильники везде, где только это возможно.
Отредактировано Тrag090 (Суббота, 24 декабря, 2016г. 11:31:38)
Заказчики - южнокорейцы Хундай инжиниринг. Проверять будут всё.
или требования заказчика жёсткие?
Я же спрашивал.  Все труды получается напрасно
Все труды получается напрасно 
Отредактировано Mенгон (Суббота, 24 декабря, 2016г. 11:56:31)
📡🌏
Требования заказчика жесткие по материалам конструкции и коррозионной стойкости(не по способу сварки и сварочным материалам, они просто это не обговаривали, оно подразумевается соответствующего качества).
Труды не напрасны, в тот момент емкость была уже готова, но это прочитают другие и кому-нибудь обязательно пригодится!
В любом случае емкость сварена, швы проверены капилляркой и уже обработаны кислотой ) Теперь её надо обваривать обрешеткой и крыть верхним листом с набором жесткостей, но там почти все РДС, кое-где РАДС, но чисто в эстетических целях.
Отредактировано Тrag090 (Суббота, 24 декабря, 2016г. 13:44:37)
Не-е, не на те грабли наступил.. Надо было в "СельХозТехнику" идти: грабли из нержавейки для "Касторамы" вари, не обламывайся:

А меня затянуло бусы туземцам делать:




p.s. Присадка в отверстии d=4,0 mm, переходники для газовых шлангов с 6 мм на 9-ять.
Отредактировано АВН (Пятница, 13 января, 2017г. 18:18:45)
Потолок, 4 разряд:
а это я (сварщик 5-огого разряда) в нижнем, катет 8:
Тут всё в перемешку с подваркой, п/а и аргон:

Промежуточно отмечусь.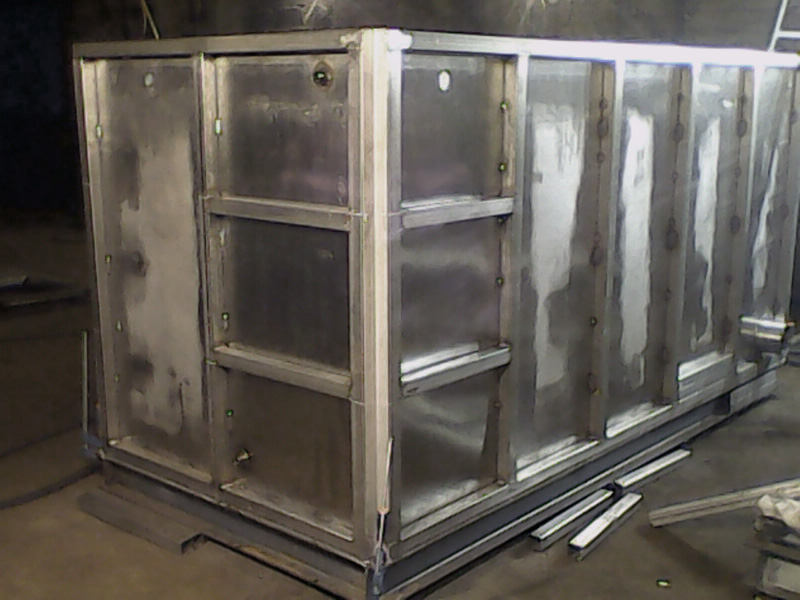
Задолбались уже стенки вышлифовывать, снимать матовый налет с раковинами, чтобы получилась типа сатинированная поверхность...Полдня одну секцию шлифуешь, потом по быстрому пару перемычек вваришь и дальше шлифовать.
шлифовать.
Дрели испльзуете, с круглыми "шкурками"?
📡🌏
Дрели испльзуете, с круглыми "шкурками"?
Не, сперва основной слой серой фигни сдирается фибровым кругом на опорной тарелке на ушм 125 мм. Затем ленточная шлифмашина с грубой шкурой 36 строго параллельными движениями рисуется риска вертикальная. Затем валиковая машинка с лепестковым валиком и потом она же со скотчбрайтовым валиком. Получается далеко не идеально, но в целом равномерно смотрится, что и требуется.
Не слишком ли хёндайно будет внешние стенки полировать? Совсем буржуи обуржуазились, пролетарьят мучают - кровь пьют.
И так сойдёт нормально:
Не слишком ли хёндайно будет внешние стенки полировать? Совсем буржуи обуржуазились, пролетарьят мучают - кровь пьют.
Ещё и все трубы будут начищаться... Типа "фирма веников не вяжет, а если и вяжет, то фирменные" ))
Тrag090
Трудоёмко это всё - имею ввиду шлифовку/полировку. Как вспомню свои завихрения...Я всё делал дрелью с круглой насадкой- три номера наждачек и финал, фетр с пастой ГОИ. Как это утомляло... - по мягче бы выразиться 
Отредактировано Mенгон (Воскресенье, 15 января, 2017г. 13:23:59)
📡🌏
| Фото с различных мест выполнения св.работ. | Heavy metal или Чем пахнут ремёсла | Среда, 17 сентября, 2025г. |
| Фото работ выполненных РАДС / АС переменный ток, обсуждения. | Ручная аргоно-дуговая сварка, РАДС | Суббота, 2 августа, 2025г. |
Вы здесь » ПЕРИСКОП, форум сварщиков ⚓🚢 » Ручная аргоно-дуговая сварка, РАДС » РАДС DC: фото, видео обсуждения.

 -
-